广西批量数控冲床加工零件
发布时间:2023-07-28 00:31:54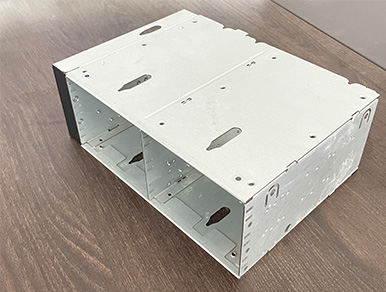
广西批量数控冲床加工零件
两者其实是一个概念,但内在有一点区别:钣金范围比较大,所有有金属成型的产品可以统称为钣金件,钣金中又分为一般钣金和精密钣金,这主要在工艺上有区别,普通钣金是使用传统的加工设备,如普通冲床,开角机等,为了实现形状而加工,往往是针对批量产品加工的,而且精度无法保证,有些复杂的工艺很难实现.精密钣金适合大小批量的产品加工,具有加工周期短,精度高,统一性好等特点.从普通钣金到精密钣金过渡需要具备以下条件:设备换代,技术升级,管理提高等

广西批量数控冲床加工零件
钣金加工的范围比较大。所有金属成形的产品统称为钣金件。钣金分为普通钣金和精密钣金。其实,它们是一个概念,但有一些内在的区别:这主要是在过程中的不同。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加工就叫钣金加工。而精密钣金加工也是钣金加工,两者其实是一个概念,有一点区别就是精密。精密钣金加工钣金加工和精密钣金区别在于加工精度上:一般的钣金加工加工精度在0.2~1毫米之间。精密钣金加工的加工精度一般要小于0.2毫米。钣金加工和精密钣金区别还在于加工工艺上:普通钣金加工采用传统的加工设备,为了实现形状而加工,往往是针对批量产品加工的,而且精度无法保证,有些复杂的工艺很难实现。精密钣金采用高精度数控钣金设备,适合大小批量的产品加工,具有加工周期短,精度高,统一性好等特点。

广西批量数控冲床加工零件
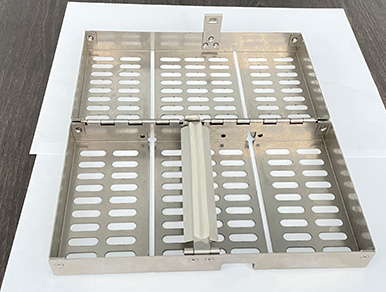
激光加工技术是利用高能量密度的激光束加热工件,使温度迅速上升,在较短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。利用激光加工设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜。切割的较大厚度可增加到20mm,但切割部件的尺寸误差较大。合理的模具结构可以提高精密板料加工模具的承载能力,降低精密板料加工模具的热机械载荷。冲孔网实际上就是在金属板材上面打上不同形状的孔,来满足设备需求。如今冲孔网的使用是越来越普遍,各个行业都有所应用,比如包括机械设备、制药设备、消音设备、以及一些过滤设备等。 我们常见多的就是过滤网!一般加工冲孔网原始的加工方式就是利用冲床冲压加工,简单方便,而且快捷!但是,冲床不是万能的,一般对于超过14mm厚的碳钢板、超过5mm的不锈钢板就很难加工到 我们想要的效果,如果对于柔软性比较高的金属薄板,冲床加工变形大,或者加工一些复杂图形的冲孔网就无法达到要求了。激光切割加工全球金属管激光器制造厂家主要为美国相干公司、新锐,由于国际上金属管激光器技术成熟,应用较为广泛。全球中小功率金属管激光切割市场规模达3.84亿美元,其主要市场在欧美等发达国家,随着中国厂家掌握金属管激光器技术并进行产业化生产,全球中小功率金属管切割加工设备市场规模将呈现快速增长趋势。
广西批量数控冲床加工零件
精密钣金加工和绿色钣金的概念是与时俱进的,年轻时我们学习精密钣金加工,钣金咬口缝用剪刀剪、用划针或圆规划线、用木方尺敲打折边,尺寸精度不超1mm、外表看不到明显的锤子印就算是水平高的钣金工了。后来有了液压剪板机和折弯机,零件加工省力、加工后表面质量均匀一致,外观非常漂亮。再后来出现了数控剪板机和数控折弯机,加工零件的折弯角度可以精确到0.1°,尺寸可以精确到0.1mm更高,不需要像以前那样用梯形丝杆或螺纹一点点甚至几次三番去调定位,从而节省了大量的时间和材料(手工调整避免不了要剪废或折坏几张板料,哪怕是小块料)。到现在出现了自动料库,它不仅可以实现自动上料,还可以根据待加工零件的不同板厚、材质、尺寸自动完成出入库。在现代化的加工过程中,冲切、翻边、攻丝、冲字压印、通风栅等工艺操作都能在一台数控冲床上完成,之后再连线进行自动折弯、下线(如图1所示的Salvagnini设备)。Salvagnini折弯机中的折弯刀也是从手工换模发展到自动换模。值得一提的是精密钣金加工件公差选用的问题,目前行业内参照的标准有《冲压件尺寸公差》即GB/T 13914-2013、《冲压件角度公差》即GB/T 13915-2013以及《冲压件形状和位置未注公差》即GB/T 13916-2013。在标准GB/T 13914-2013的《平冲压件尺寸公差》中规定了基本尺寸为0~6300mm、板材厚度为0~6mm的不同规格的平冲件的公差等级和公差值;《成形冲压件尺寸公差》规定了基本尺寸为0~1000mm、板材厚度为0~6mm(分t≤1mm、1mm<t≤4mm、t>4mm三个厚度区间)的成形冲压件的公差等级和公差值,以及冲压件尺寸偏差的规定和公差等级的选用。GB/T 13915-2013规定了冲压件的角度公差。GB/T 13916-2013规定了冲压件的形状和位置未注公差。未注公差一般是指图样上无需标注的公差,在我国又称为“未注公差、自由公差”。一般公差分为精密f、中等m、粗糙c、粗v四个公差等级。有很多公司规定用GB/T 1804-2000,也有的公司规定用GB/T 15055-2007,谁对谁错呢?GB/T 1804-2000是一般公差、未注公差的线性和角度尺寸的公差,本标准适用于金属切削加工尺寸,也适用于一般钣金件的加工尺寸,非金属材料和其他工艺方法加工的尺寸可参照采用。GB/T 15055-2007规定了冲裁件线性尺寸、成形件线性尺寸、冲裁圆角半径线性尺寸、成形圆角半径线性尺寸、冲裁角度尺寸、弯曲角度尺寸公差的偏差。比较两个标准可发现基本尺寸相同的各个尺寸段中GB/T 15055-2007的公差相应放宽,实际上,能达到两个标准中f级的钣金件已经是精密级了。个人以为钣金件与机加工零件之间有配合要求的推荐用GB/T 1804-2000,单纯精密钣金加工件用GB/T 15055-2007。再从实际出发,数控冲、数控剪、激光切割、水切割等下料方法目前均能达到f(精密)级,而大部分公司一般在图纸的技术要求中注明未注公差按以上两个标准之一的m(中等)级执行,所以对以上现代化的数控下料设备而言,再去研究采用哪个标准已没有必要。尽管GB/T 15055-2007中还针对不同材料厚度(分t≤1mm、1mm<t≤4mm、t>4mm三个厚度区间)规定了不同公差等级所对应的偏差值,但这对传统的普通下料设备仍有实用价值。对折弯工艺而言,数控自动折弯机(如Salvagnini和通快等设备)也能达精密级,普通数控折弯机在对较大尺寸(如大于尺寸1500mm时)零件进行折弯后其成形尺寸不一定能得到保证,这是折弯过程中手工定位和大尺寸易变形所造成。