东阳批量精密服务器产品
发布时间:2023-10-15 00:31:16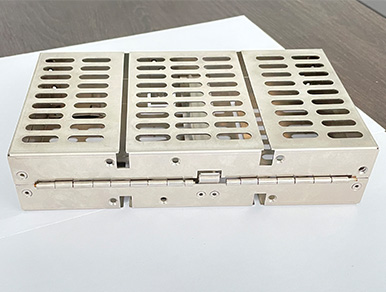
东阳批量精密服务器产品
激光加工技术是利用高能量密度的激光束加热工件,使温度迅速上升,在较短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。利用激光加工设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜。切割的较大厚度可增加到20mm,但切割部件的尺寸误差较大。激光精密加工激光加工设备的价格相当贵。但是,由于降低了后续工艺处理的成本,所以,在大生产中采用这种设备还是可行的。由于没有刀具加工成本,所以激光切割设备也适用生产小批量的原先不能加工的各种尺寸的部件。激光切割设备通常采用计算机化数字控制技术(CNC)装置,采用该装置后,就可以利用电话线从计算机辅助设计(CAD)工作站来接受切割数据。激光加工是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。激光加工与其他热加工方法相比较,总的特点是加工速度快、质量高。具体概括为如下几个方面。⑴ 切割质量好由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。⑵ 切割效率高由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。⑶ 切割速度快用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的辅助时间。⑸ 切割材料的种类多与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。但是对于不同的材料,由于自身的热物理性能及对激光的吸收率不同,表现出不同的激光切割适应性。

东阳批量精密服务器产品
在切割过程中避免不了产生烟雾和异味还有工作时见的激光,要说这些烟雾、异味、激光对人身体一点危害没有,恐怕很少有人会信,操作人员每天都要和设备打交道,时间久了难免出现问题。面对于激光给人们带来的危害,河南新乡激光切割加工厂家这样讲:在激光的伤害中,以机体中眼睛的伤害严重。波长在可见光和近红外光的激光,眼屈光介质的吸收率较低,透射率高,而屈光介质的聚焦能力(即聚光力)强。强度高的可见或近红外光进入眼睛时可以透过人眼屈光介质,聚积光于视网膜上。此时视网膜上的激光能量密度及功率密度增加到几千甚至几万倍,大量的光能聚中于视网膜上,致视网膜的感光细胞层温度迅速升高,以至使感光细胞凝固变性坏死而失去感光的作用。激光聚于感光细胞时产生过热而引起的蛋白质凝固变性是不能可逆的损伤。一旦损伤以后就会造成眼睛失明。激光的波长不同对眼球作用的程度不同,其后果也不同。远红外激光对眼睛的损害主要以角膜为主,这是因为这类波长的激光大多被角膜吸收,所以角膜损伤较重,主要引起角膜炎和结膜炎,患者感到眼睛痛,异物样刺激、怕光、流眼泪、眼球充血,视力下降等。发生远红外光损伤时应遮住保护伤眼,防止感染发生,对症处理。紫外激光对眼的损伤主要是角膜和晶状体,此波段的紫外激光被眼的晶状体吸收,而中远以角膜吸收为主,因而可致晶状体及角膜混浊。
东阳批量精密服务器产品
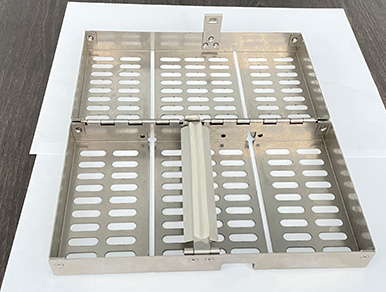
精密钣金加工,即零件的金属板材加工,是我国工业中一项重要的加工技术,钣金加工是必不可少的,只要它是一个五金产品。因此,钣金加工对人们的生产生活有着重要的影响。改革开放以后,随着经济的快速增长和科学技术的不断进步,钣金加工业实现了很大的发展,形成了一个特定的过程。具体来说,钣金加工主要包括四个步骤:一是选择加工材料,二是图纸审核,三是展开图,四是下料、钳工等加工。精密钣金加工现在已经成为了现代加工企业的主要手段,精密钣金加工是利用经过聚焦的高功率密度光束照射工件,使得被照射的材料迅速的熔化,汽化,烧蚀蚀或达到了燃烧点,同时借助和光束同轴的高速气流吹除熔融物质,从而可以实现工件割开。精密钣金加工一般针对于镀锌薄板,精密钣金加工可以轻松切割,大多数有机和无机材料都可以用,在工业制造系统中常用的各种金属材料,不管它具有什么样的硬度,几乎切割。铜、铝及其合金板材都没问题。此外,精密钣金加工也得到了广泛的应用,并与许多行业密切相关。实现机械化自动化后,可以显著提高其他企业的生产效率,降低成本,进一步促进行业的发展。为了促进钣金加工的自动化,许多企业逐渐普及了数控机床,数控机床是钣金加工自动化的基本保证,其应用将极大地促进加工自动化的发展。
东阳批量精密服务器产品
先来说说新乡激光切割加工金属,而小孔变形的情况,这是因为机床在加工小孔时,不是采取爆破穿孔的方式,而是用脉冲穿孔的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形从而影响加工的质量。 这时我们应在加工程序中将脉冲穿孔方式改为爆破穿孔方式,而对于较小功率的激光切割机则反之,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度。当新乡激光切割加工低碳钢时,工件出现毛刺该怎么解决?这种是因为激光焦点的上下位置不准确,需要做焦点位置测试,根据焦点的偏移量进行调整,激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常则观察激光控制按钮的输出数值是否正确并调整。切割的线速度太慢,需要在操作控制时增加线速度,切割气体的纯度不够,需要提供高质量的切割工作气体,激光焦点偏移,需要做焦点位置测试,根据焦点的偏移量进行调整。当机床运行时间过长出现的不稳定性,此时需要关机重新启动,再说说新乡激光切割加工不锈钢和铝板时工件有毛刺出现,应先考虑切割低碳钢时出现毛刺的原因,但不可简单地加快切割速度,因为增加速度有时会出现板材切割不透的情况,此种情况在加工敷铝锌板时,应综合考虑机床的其他因素加以解决,如喷嘴是否要换,导轨运行不稳定等。