舟山批量精密钣金厂零件
发布时间:2023-01-09 00:35:02
舟山批量精密钣金厂零件
新乡激光切割加工设备厂家大多应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量,现代的激光成了人们所幻想追求的“削铁如泥”的“宝剑”,以金运激光CO2激光切割机为例,整个系统由控制系统、运动系统、光学系统、水冷系统、排烟和吹气保护系统等组成。新乡激光切割加工设备厂家采用的数控模式实现多轴联动,及激光不受速度影响的等能量切割,同时支持DXP、PLT、CNC等图形格式并强化界面图形绘制处理能力,采用性能优质的伺服电机和传动导向,结构实现在高速状态下良好的运动精度。激光切割是应用激光聚焦后产生的高功率密度能量来实现的,在计算机的控制下,新乡激光切割加工通过脉冲使激光器放电,从而输出受控的重复高频率的脉冲激光,形成频率,脉宽的光束。该脉冲激光束经过光路传导及反射,并通过聚焦透镜组聚焦在加工物体的表面上,形成一个个细微的、高能量密度光斑,焦斑位于待加工面附近,以瞬间高温熔化或气化被加工材料。每个高能量的激光脉冲,把物体表面溅射出一个细小的孔,在计算机控制下,新乡激光切割加工与被加工材料按预先绘好的图形,进行连续相对运动打点,这样就会把物体加工成想要的形状。
舟山批量精密钣金厂零件
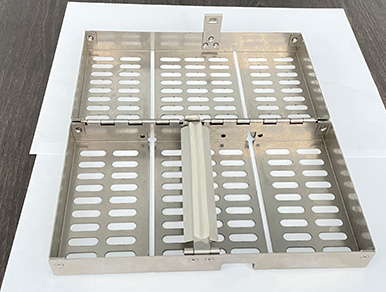
精密钣金加工定制厂家为您概述,我们知道精密钣金加工的工序表面处理对产品表面所起的装饰及防护作用被许多行业所认可。精密钣金加工定制厂家告诉你,在精密钣金加工行业中,通常采用的表面处理方式有电镀、喷涂及其它的一些表处方式。1、电镀分为:镀锌,镀镍,镀铬等;主要是在料件表面形成一层防护层,起保护及装饰的作用。2、喷涂分喷漆及喷粉两种,是将料件经过前处理以后,用喷枪,气体把涂料喷到精密钣金工件表面上,涂料在工件表面形成涂层.烘干后,起防护的作用。3、其它的表处方式:阳极氧化,铬酸盐,拉丝,喷砂,氧化等。注意事项! 1.电化学处理都应在零件状态下进行,因为处理过程中的化学溶液会被截留在组合件的缝隙之中而引起腐蚀。2.点焊的零件可进行化学处理,但不能进行电化学处理(包括电镀、阳极化)。3.铝合金铸件不能进行硫酸阳极氧化处理。4.细而长的管形(其长度大于2倍直径)零件一般不宜进行电化学处理,因为其内表面将没有膜层。5.有较深凹槽或细孔(一般指深度大于2倍直径或开口宽度,但优良的工艺可不受此限)的零件电镀后,其内表面将不能完全覆盖镀层。6.钢铁件喷涂前需要进行磷化处理,以增加涂层的附着力。7.镀亮镍的钢件为提高其耐蚀性,可先镀铜或镀暗镍打底。 8.锌基合金一般采用电镀层作防护装饰,为提高其镀层的结合力,一般需先预镀铜或镍。9.因多数有机气体对锌有腐蚀作用,故在精密钣金加工的设计中应谨慎选用镀锌层与有机材料接触或组装在同一密闭体内。对有铆接要求的电镀件,其加工工序须是先电镀、然后再铆接。
舟山批量精密钣金厂零件
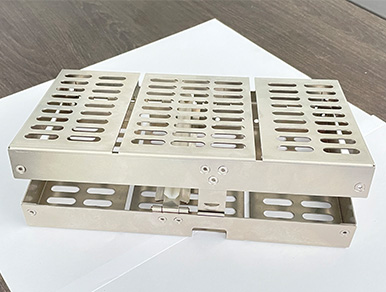
激光切割机在加工钣金时会出现烧边以及挂渣的情况,不只影响产品的精度以及美观,还降低了产品品质,给企业带来很大经济损失。那么,如何避免和处理这一问题呢?新乡精密钣金加工厂家来给大家普及一下解决金属激光切割机加工烧边的知识。金属激光切割机在加工钣金时会产生大量的热量,正常情况下,切割产生的热量会沿着切缝扩散到被加工钣金中得到充分的冷却。金属激光切割机在小孔的加工中,孔外侧可得到充分的冷却,单孔内侧的小孔部分却因为热量可扩散的空间小,热能过于集中从而引起过烧,挂渣等。另外,在厚板切割中,穿孔时所产生的堆积在材料表面的熔融金属以及热量积累会使辅助气流紊乱、热量输入过多,从而引发过烧。那么还怎么解决呢。1.金属激光切割机在碳钢小孔切割时产生过烧的解决方法:在以氧气为辅助气体的碳钢切割中,解决问题的关键在于如何抑制氧化反应热的产生。可采用穿孔时辅助氧气,滞后切换为辅助空气或氮气来切割的方法。这种方法可加工1/6厚板的小孔。低频率、高峰值输出功率的脉冲切割条件具有能减少热量输出的特点,有助于切割条件的优化。把条件设定为单一脉冲激光束、能量强度大的高峰值输出、低频条件,可有效减少穿孔过程中熔融金属在材料表面的堆积,有效抑制热量输出。新乡钣激光切割加工2.金属激光切割机在铝合金及不锈钢切割中的解决方法:在此类材料加工中,使用的辅助气体是氮气,在切割中是不会发生烧边,但是,由于小孔内侧材料的温度很高,内侧的挂渣现象将比较频繁。有效的解决方法是加大辅助气体的压力,将条件设为高峰值输出、低频率的脉冲条件。辅助气体使用空气时也和使用氮气时一样,是不会发生过烧的,但却很容易在底部出现挂渣,需要将条件设置为高辅助气体压力、高峰值输出、低频率的脉冲条件。

舟山批量精密钣金厂零件
钣金加工行业的快速发展,现在机箱机柜的品种跟着运用领域以及其效果的侧重点的不一样,精密钣金加工技术厂形式现已变得多种多样了,可是总的来说市面上对比盛行的几款机箱机柜仍是通常的机箱机柜、服务器机箱机柜、钣金机箱机柜等。对于钣金机箱机柜的断面来说需求对于不一样的构造和尺度请求进行拼接组合,通常情况下钣金机箱机柜的两侧立柱是选用四个螺钉衔接而成,然后选用四个螺钉进行网络构造的衔接,这么就形成了完好的构造构造。对于钣金机箱机柜内部的不一样设备咱们也需求进行铝型材的拼装固定,这么在没有内槽的情况下就能够用来安装固定钣金机箱机柜内部的各个构件,从而使钣金机箱机柜方便与拆开装置,钣金机箱机柜是针对于金属薄板运用归纳冷加工技能,冷却构成后所需求的机箱。 钣金机箱机柜加工的明显特征是同一个零件,它的厚度是一起的,钣金具有重量轻、导电、强度高、成本低、能够大规模出产等特征,规划钣金机箱机柜时,精密钣金加工技术厂应根据设备的运用环境,综合思考设备内部的电磁搅扰和热疑问,以及外不去的机械、电磁、电气和气候等要素的影响,以保证设备电功能的稳定性,并使机箱具有满足的强度、刚度、以保证设备机电衔接的可靠性以及设备的防振冲,一起采纳形影办法,保证设备各项技能指标的红丝线和可靠性请求。 综上就是精密钣金加工技术厂与大家分享的内容,新乡市祥和精密机械有限公司拥有先进的专业设备可对大工件进行表面喷漆、喷塑,确保质量!

舟山批量精密钣金厂零件
精密钣金加工设备供应厂家的成品之所以那么平整,美观,是因为在减少零件毛刺的环节上下了功夫,很多人好奇该怎样给零件减少毛刺,河南精密钣金加工设备供应厂家就来给大家分享分享该怎么做吧!一、为了消除切削零件产生的毛刺和锋利边缘,使操作安全,保护装配表面易于装配,常在轴端或孔端等部位进行倒角加工。倒角大多为四十五度,也可分为三十度或者六十度。倒角宽度C值可根据轴直径或孔径检查的相关标准来确定。二、为了避免由于部件肩部转折点处的应力集中引起的裂缝,经常加工圆角,并且可以根据轴直径或孔径确定圆角的半径值。为了在切削零件时方便地去除刀具,保证加工质量,便于装配时靠近相关零件,通常在零件加工表面的肩部预加工刀具退刀槽或天桥槽。三、常见的有螺纹刀退刀槽、开槽空心刀槽、砂轮天桥槽、平面天桥槽等。一般刀槽(或槽)的大小可标示为“槽宽×直径”或“槽宽×槽深”。四、河南精密钣金加工设备供应厂家的钻头钻进时,机械零件的结构设计应考虑加工的方便性,以保证钻进主体位置的准确性,避免钻头断裂,同时保证钻具具有方便的工作条件。如果钻孔表面是斜面或曲面,则应预先设置垂直于钻孔方向的平面凸台或凹坑。并设置位置,避免钻头在单向力作用下发生偏转或断裂。

舟山批量精密钣金厂零件
问题:什么样的材料可以进行苏州钣金加工件?关于这个问题,鸿亚金属的的回答是:从理论上来讲,绝大多数的材料,包括金属材料及可延展性非金属材料,都是可以进行苏州钣金加工件的,但是关键的是,要有可进行加工的设备才行,否则一切都只是纸上谈兵。苏州钣金加工件,其在车间中的制造,一般来讲钣金加工件主要有三个,为剪、冲/切和折,就是将材料送到数控冲床或数控切割机上,然后进行冲孔或切割工作,然后再在折弯机上进行折弯。在前一个工序中,主要是考虑板材利用率、效率、刀具以及精度等问题,而后一个工序,则主要是考虑折弯次序、折弯补偿以及折弯干涉等这些方面。通过这些后,根据实际需要,进行一些后续的加工,终成为成品。